"Wie aus einem anderen Jahrhundert"
Beobachtungen in der Berliner Münze zeigen, was in alten Zeiten dort gezahlt wurde und wie man gearbeitet hat
Was sich im frühen 19. Jahrhundert in der Berliner Münze tat, wurde von auswärtigen Gästen sorgsam registriert und mit Wohlwollen weitergegeben.

Die Zeichnung eines Gießarbeiters in der Königlichen Münze zu Berlin schmückt das Titelblatt des Berichts des Münzwardeins Ludwig Kachel aus dem Jahr 1823 an seine Regierung in Karlsruhe. Das Manuskript wird im Generallandesarchiv Karlsruhe verwahrt.
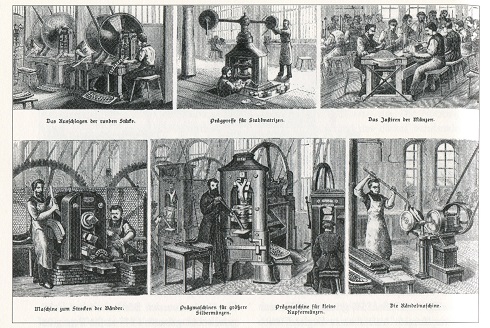
Die Grafikfolge zeigt, dass im 19. Jahrhundert die Herstellung von Hartgeld in der Berliner Münze noch mit viel Handarbeit verbunden war.

Wer das Berliner Münzgebäude betreten wollte oder dort auch wohnte, musste sich mit solchen Kupfermarken ausweisen.

Eine eiserne Kniehebelpresse Uhlhornscher Bauart steht im Betriebsmuseum der Staatlichen Münze Berlin, und es besteht die Absicht, sie wieder gängig zu machen und beim Schauprägen einzusetzen. (Fotos/Repros: Caspar)
Über das Innenleben der Berliner Münze im frühen 19. Jahrhundert sind wir recht genau durch zeitgenössische Beschreibungen informiert. Im Jahr 1823 besuchte der badische Münzwardein Ludwig Kachel im Auftrag seines Großherzogs mehrere deutsche Münzstätten, um Informationen für die Verbesserung der eigenen Münzproduktion zu sammeln. Kachel berichtete nach Karlsruhe von zwei Berliner Geldfabriken - der Hauptmünze am Werderschen Markt und der "Neuen Münze" in der Münzstraße 10 bis 12 unweit des Alexanderplatzes, die 1752 auf Geheiß Friedrichs II., des Großen, errichtet worden war. Der Besucher registrierte Anstrengungen zur Modernisierung der Maschinen und Arbeitsabläufe, und ihm fiel auf, dass Altertümliches und Modernes nebeneinander existierten. "Die Klippwerke, worauf in Berlin die Einpfennigstücke mit dem Hammer ausgeschlagen werden, sind bekannt. In dieser Werkstätte glaubt man sich in ein früheres Jahrhundert geweht in Ansehung der Werkzeuge als [auch] der Costüme der Arbeiter. [
] Letztere sind mit Blechhauben und langen Lederschürzen bewaffnet, um sich gegen Stahlstücken zu schützen, welche von Zeit zu Zeit der Hammer von dem Stempel abschlägt. Man hat diese einfache Prägung für die kleineren Kupferpfennige beibehalten, weil sie die wohlfeilste ist."
Ludwig Kachels Bericht enthält neben Beschreibungen von Arbeitsabläufen und benutzten Maschinen auch aufschlussreiche Informationen über soziale Belange, dienstliche Hierarchien, Entlohnung sowie Sicherung der Edelmetallbestände beziehungsweise der fertigen Münzen. "Die gewöhnlichen Arbeiter werden gleich anderen Tagelöhnern ohne weitere Verbindlichkeit übernommen und entlassen. Einer weiteren Klasse derselben wird 14 Tage vor ihrer Entlassung aufgekündigt, und nach 14 Tagen nach derselben erhalten sie die Hälfte des während ihrer Anstellung erhaltenen Lohnes. Bleibend sind die Oberarbeiter und die Medaillenpräger. Zu einer Tagschicht werden 12 Stunden gerechnet von morgens 6 Uhr bis abends 6 Uhr, wobei Essen und Vesperstunde mitbegriffen sind." Einem Oberarbeiter wurden pro Schicht 22 ½ Silbergroschen, einem stellvertretenden Oberarbeiter 17 ½ und einem Arbeiter 15 Silbergroschen gezahlt. Da der Taler 30 Silbergroschen galt, erhielt ein Arbeiter am Tag einen halben Taler Lohn, das waren in einem Monat bei sechstägiger Arbeitswoche zwölf Taler und im Jahr bei Vollbeschäftigung 144 Taler. Allerdings konnten die Arbeiter ihre Bezüge durch "einfache Nachtarbeit" ein wenig aufbessern, wie Kachel notierte. Als besondere Errungenschaft galt die Existenz einer Art Sparkasse, in die Besucher der Münzstätte einen Obolus legten und auch etwas aus den Arbeitslöhnen eingezahlt wurde. Aus dieser Kasse wurden kranke Arbeiter unterstützt.
Hier fette Gehälter, dort kümmerlicher Lohn
Gegen die kümmerliche Entlohnung der Arbeiter nahmen sich die Gehälter der leitenden Beamten geradezu fürstlich aus. Als Generalmünzdirektor erhielt Christian Friedrich Goedeking 3000 Taler im Jahr, der Münzmeister 2000, der Wardein 1500 und der Münzmechaniker immerhin noch 1000 Taler. Hinzu kamen verschiedene Vergünstigungen wie freie Dienstwohnungen und bei Graveuren besondere Gratifikationen, wenn beispielsweise eine Medaille oder ein Münzbild dem König besonders gefielen.
Wie wir weiter erfahren, wurde in der Berliner Münze nach Taglohn- beziehungsweise Akkordarbeit bezahlt. "Das Schmelzen, Sieden, Durchschneiden, Rändeln und Beitzen wird nach Taglöhnen bezahlt, das Justieren und Prägen aber ist in Akkord gegeben, wo natürlich der Akkord niedriger gesetzt ist als die Taglohnarbeit, [und] zwar so, dass während die Münze Vorteil dabei hat, die Arbeiter im Verhältnis zu ihren größeren Anstrengungen belohnt sind". Die Justierer, die die noch nicht geprägten Metallronden wiegen und gegebenenfalls befeilen mussten, wenn sie zu schwer waren, wurden nach den "wirklich justierten Platten" bezahlt. Schon 1769 hatte Friedrich der Große seine Porzellanmanufaktur angewiesen: "Es ist besser, denen ouvriers (Arbeiter) ihre Arbeiten stückweise zu bezahlen und sie dadurch zu mehreren Fleiß zu bringen, als sie auf Pensionen arbeiten zu lassen, woran sie nur nachlässig und faul werden." Ähnlich verfuhr man, um Arbeitseifer zu fördern und die Kosten zu drücken, auch in der Berliner Münze und vermutlich nicht nur dort.
Als im Jahr 1854 der sächsische Münzmeister Gustav Julius Buschick die Berliner Prägeanstalt besuchte, fasste er seine Eindrücke ebenfalls in einem Bericht an seine Regierung zusammen. Interesse verdienen die von ihm beschriebenen Vorkehrungen, die man gegen Veruntreuung und Diebstahl traf. Buschick bemerkte, dass technische Beamte besser bezahlt werden als Kassierer und Kontoristen, "weil ersteren einmal sich weit mehr Gelegenheit zur Untreue biete, die weniger leicht bemerkt werden könne als in der Kasse selbst, dann der Dienst eines technischen Beamten verschiedenartiger und beschwerlicher sei und drittens Techniker einer kostspieligeren und mühevolleren Vorbildung und Studien sich zu unterwerfen hätten. Die Rangordnung der Beamten ist daher ebenfalls auf diese Arbeit basiert".
Wie wir weiter erfahren, wurde in der Berliner Münze nach Taglohn- beziehungsweise Akkordarbeit bezahlt. "Das Schmelzen, Sieden, Durchschneiden, Rändeln und Beitzen wird nach Taglöhnen bezahlt, das Justieren und Prägen aber ist in Akkord gegeben, wo natürlich der Akkord niedriger gesetzt ist als die Taglohnarbeit, [und] zwar so, daß während die Münze Vorteil dabei hat, die Arbeiter im Verhältnis zu ihren größeren Anstrengungen belohnt sind". Die Justierer, also jene Fachkräfte, die die noch nicht geprägten Metallronden wiegen und gegebenenfalls befeilen mussten, wenn sie zu schwer waren, wurden nach den "wirklich justierten Platten" bezahlt. Schon 1769 hatte Friedrich II., der Große, die Königliche Porzellanmanufaktur angewiesen: "Es ist besser, denen ouvriers [Arbeiter] ihre Arbeiten stückweise zu bezahlen und sie dadurch zu mehreren Fleiß zu bringen, als sie auf Pensionen arbeiten zu lassen, woran sie nur nachlässig und faul werden." Ähnlich verfuhr man, um Arbeitseifer zu fördern und die Kosten zu drücken, auch in der Berliner Münzstätte und auch in anderen Geldfabriken.
Uhlhörner mit Dampfkraft
Wichtig sind ohne Zweifel Buschiks Darlegungen über die maschinelle Ausstattung der von ihm besuchten Münzstätten. Während die Berliner Geldfabrik bereits mit Dampfkraft angetriebene "Uhlhörner" besitzt, standen anderenorts noch altertümliche und mit menschlicher Muskelkraft betätigte Geräte. So sah Buschick in Altona unweit von Hamburg neben einer Uhlhornschen Kniehebelpresse auch noch ältere Spindelpressen. Kritisch bemerkt der sächsische Münzmeister, sein Kollege versuche dort "mit unvollkommenen, ungeschickten und unförmlichen Maschinen und Werkzeugen zu münzen sowie den Goldstücken nur ein nothgedrungen leidliches Äußeres zu geben".
In Berlin war die maschinelle Ausstattung besser beschaffen. So zählte Buschick 34 Justierbänke für Silber- und zwölf für Goldmünzen. "Durch stärkeren oder geringeren Druck mit dem Schabeisen, welches der Arbeiter über die Platte führt, können mehr oder weniger starke Späne von demselben entfernt werden. Der Arbeiter hat sich stets dabei zu hüten, daß er nicht zu plötzlich drückt, weil er sonst leicht Furchen erzeugt, die sich nicht herausprägen lassen." Tagessoll eines Justierers waren 882 Talerstücke. Eine Uhlhornpesse schaffte in Berlin um 1854 pro Minute 45 bis 50 grobe Münzen, etwa Talerstücke, und 56 Zweipfennigstücke. Vollautomatische Prägeautomaten bewältigen heute pro Minute etwa 700 Münzen, und das bei stark reduzierter Lautstärke, und auch sonst wird in der Geldfabrik an der Ollenhauerstraße 97 fast alles vollautomatisch erledigt.
2. März 2017
Zurück zur Themenübersicht "Münzen und Medaillen"