Von der Hammerprägung zum Prägeautomaten
Der englische Unternehmer Matthew Boulton nutzte um 1800 die Dampfkraft zur Münzfertigung

Farbige Wandfresken in der Barbarakirche zu Kuttenberg in der heutigen Tschechischen Republik schildern die manuelle Münzprägung am Amboss im 15. Jahrhundert, dazu zwei tschechische Medaillen aus den 1980er Jahren, die dieses Thema aufgreifen.

In der Ausstellung des Berliner Münzkabinetts sind unter anderem ein beim Taschenwerk verwendeter Stempel und die passende krumme Münze ausgestellt.
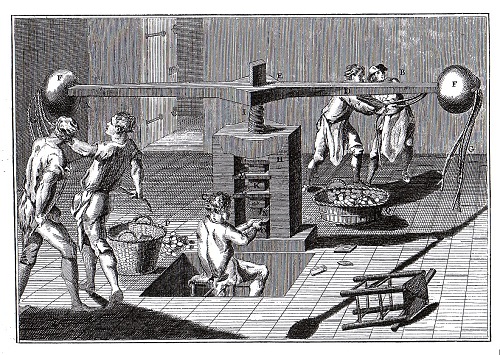
Aus alten Berichten geht hervor, dass bis zu acht Arbeiter die langen Schwungarme der "manuellen" Spindelpresse bewegen mussten. In der berühmten französischen "Encyclopédie" aus der Mitte des 18. Jahrhunderts schwingen vier Arbeiter die mit schweren Kugeln bewehrten Arme des auch Anwurf oder Balancier genannten Prägeapparats. Der in der Grube sitzende Mann legt die ungeprägten Ronden (Schrötlinge) zwischen Ober- und Unterstempel und wirft sie nach dem Prägeakt in einen Korb.
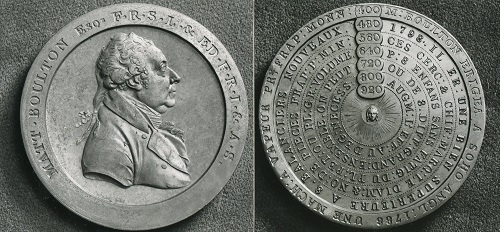
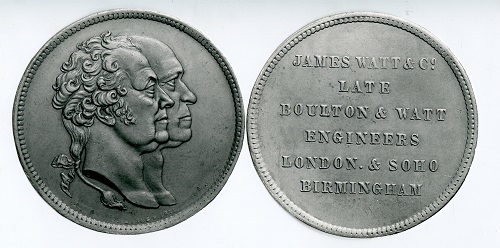
Die mit einem Porträt geschmückte Medaille schildert in französischer Sprache die Möglichkeiten der von Matthew Boulton und James Watt konstruierten Maschine à vapeur, also des mit Dampfkraft arbeitenden Prägeapparats. Die undatierte Medaille darunter wirbt für Boulton (vorn) und Watt, die in Birmingham und London arbeiten.


Die Medaillen von 1966 feiert die Eröffnung der Warschauer Münze 200 Jahre zuvor und schildert die Münzprägung im Mittelalter, darunter Medaillen der aus den USA und von der Gesellschaft für Internationale Geldgeschichte in Frankfurt am Main mit Darstellung der bei der Herstellung von Prägestempeln verwendeten Reduziermaschine.

Britannia hält, ein Schiff in der Ferne grüßend, auf dem Karrenrad genanten Zweipence-Stück von 1797 aus Kupfer Wache. Da die Münze viel zu groß und schwer war, konnte sie sich im normalen Geldverkehr nicht durchsetzen. (Fotos/Repros: Caspar)
Die Spindelpresse, auch Schraube, Balancier, Stoßwerk oder Anwurf genannt, ist ein Kind des 16. Jahrhunderts. Konkurrenten waren das Klippwerk und Walzenprägung, aus der sich das Taschenwerk entwickelte. Beim Klippwerk bewegte sich der Oberstempel in einer Schiene oder einem Rohr auf und ab. Mit Hilfe eines Steigbügels konnte der Oberstempel bewegt werden. Ein Verdrehen des Stempels und vor allem Verletzungen beim Prägen mit dem Hammer kamen weniger häufig vor als bei der althergebrachten manuellen Methode. Das Klippwerk, das das Festhalten des Oberstempels mit der Hand überflüssig machte, nicht aber das manuelle Zuschlagen auf den Oberstempel, wurde vor allem bei der Herstellung kleinerer Münzsorten eingesetzt. Reichte im Altertum, das so wunderbare Münzen mit hohem Relief zustande brachte, und im Mittelalter mit seinen "hohl" geprägten Brakteaten und den flachen Gulden und Groschen die manuelle Prägemethode am Amboss noch aus, so musste zu Beginn der Neuzeit etwas Neues her. Sie war vielfach ungenau, und wenn der Münzarbeiter den mit der Hand festgehaltenen Oberstempel mit seinem Hammer nicht genau traf, gab es ein verrutschtes Bild und sogar Verletzungen. Um ihnen aus dem Weg zu gehen, haben zwei Münzer am Amboss gearbeitet. Einer hielt mit beiden Händen oder einer Zange den Oberstempel fest, der andere schlug mit dem Hammer zu.
Von der Walzenprägung sei nur so viel gesagt, dass bei ihr zwei gravierte Stahlwalzen gegeneinander gedreht wurden. Dazu nutzte man die Wasserkraft oder Göpelwerke, die von Pferden bewegt wurden, doch mögen auch Menschen die Walzen gedreht haben. Zwischen sie schob man dünne Metallstreifen, die Zaine, auf der sich Vorder- und Rückseite der Münzen markierten. Anschließend musste das Geldstück aus dem Metallstreifen geschnitten oder geschlagen werden Das Verfahren hatte den Nachteil, dass schwach gebogene Münzen entstanden, die leicht oval waren. Die mit der Walze beziehungsweise auf dem Taschenwerk mit seinen pilzförmig gebogenen Stempeln geprägten Münzen sind daran gut zu erkennen. Es war nicht möglich, die gebogenen, leicht ovalen Münzen mit Randmustern oder Inschriften zu versehen. Das aber war wichtig, um hochwertige Gold- und Silbermünzen vor illegaler Gewichtsverminderung und anderen Manipulationen zu schützen.
Konstruktion in der Art von Weinpressen
Die Spindelpresse mit ihren langen, kugelbewehrten Schwungarmen wurde noch im 16. Jahrhundert wie ein Staatsgeheimnis gehütet. Niemandem war daran gelegen, dass ihre Weinpressen nachempfundene Konstruktion bekannt wurde. Natürlich konnte man eine solche Novität nicht lange für sich behalten, und so wurde Gerät bereits 1621 auf einem Rechenpfennig von Liegnitz-Brieg dargestellt. Der Apparat ist ganz klein oberhalb einer Schrifttafel mit der übersetzten Inschrift "Heute mir, morgen dir" zu erkennen. Internen Charakter hatte ein Glasfenster, das 1624 für die Münze zu Konstanz gemalt wurde und zeigt, wie eine Spindelpresse beim "Bregen" von zwei Münzarbeitern bewegt wird, während kaum sichtbar ein dritter Mann in der Grube sitzt und die rohen Metallstücke auflegt beziehungsweise die fertig geprägten entfernt.
Diesen frühen Belegen folgte im Laufe des 17. und 18. Jahrhunderts eine Fülle von allegorischen Stichen und Medaillen sowie Ansichten in Technik-Büchern und Anweisungen für Münzfabrikanten. Die Bilder schmücken fürstliche Porträts ebenso wie Gestalten aus der antiken Mythologie wie den eine Sense haltenden Chronos und die behelmte Minerva als Symbolfiguren für die Vergänglichkeit der Zeit beziehungsweise der Wissenschaften und Künste. Die Spindelpresse wurde zum Synonym der "Münzkunst" schlechthin und ist auf zahllosen Belegen zum Thema "Numismatica in nummis" zu finden. Obwohl sie längst schon durch hochproduktive, neuerdings computergesteuerte Prägeapparate abgelöst ist, wird das Gerät mit den langen Schwungarmen auch heute auf Medaillen und Münzen abgebildet. So feierte 1994 die Warschauer Münze die Eröffnung eines neuen Produktionsgebäudes mit einer unter dem Haus sichtbaren Spindelpresse, als ob man dort noch mit ihr noch arbeiten würde. Der bayerische Gedenkdoppeltaler von 1834 auf die Münzvereinigung süddeutscher Staaten zeigt eine stehende Moneta mit einer Spindelpresse zu den Füßen. Zu jener Zeit wurde das Gerät bereits in Münzstätten gegen die weit produktivere Kniehebelpresse von Uhlhorn ausgetauscht.
Maßnahmen gegen Falschmünzerei
"Wenn Boulton nichts getan hätte, als das Münzwesen zu vervollkommnen, so hätte sein Name Unsterblichkeit verdient". Diese enthusiastischen Worte des Schöpfers der Dampfmaschine James Watt galten dem englischen Fabrikanten Matthew Boulton (1728-1819). Der Unternehmer ist in einem Atemzug zu nennen ist mit Leonardo da Vinci, Benvenuto Cellini und Diederich Uhlhorn, wenn es um die Frage geht, wer sich in der Vergangenheit um die Weiterentwicklung der Münztechnik verdient gemacht hat. Seit Mitte der siebziger Jahre des 18. Jahrhunderts hatte sich Boulton, Besitzer einer Metallwarenfabrik in Soho bei Birmingham, unter anderem mit dem Problem beschäftigt, wie das von Falschmünzerei zerrüttete englische Münzwesen wieder in Ordnung gebracht werden und wie man Münzen effektiver als bisher herstellen kann. Die Regierung stand dem Problem hilflos gegenüber, die Drohung drakonischer Strafen für Münzverbrechen fruchteten offenbar wenig. In Preußen, das um 1800 von gefälschten Münzen heimgesucht wurde und dagegen Vorkehrungen traf, munkelte man, einflussreiche Leute in England stünden hinter den Fälscherbanden und würden sie schützen.
Matthew Boulton und sein Kompagnon, der schottische Erfinder James Watt (1736-1819), entwickelten unter anderem eine mit Dampfkraft betriebene Münzmaschine, die gegenüber herkömmlichen Geräten wesentlich leistungsfähiger war. Damit setzten sie die Bemühungen der italienischen Künstler und Konstrukteure Leonardo da Vinci und Benvenuto Cellini, des Franzosen Aubin Olivier und einiger anderer Mechaniker im 16. und 17. Jahrhundert fort, die althergebrachte Hammerprägung durch neuartige Technologien und Gerätschaften abzulösen. Ziel war es, bei geringer Kraftanstrengung und niedrigen Kosten hohe Produktionsziffern zu erreichen und den Münzen ein stetes gleichbleibendes, ansprechendes Aussehen zu geben. Nur so konnte man den Falschmünzern begegnen, die kaum die Maschinerie besaßen, um ihre Machwerke korrekt, wie in einer richtigen Geldfabrik, herzustellen.
Bis heute Symbol der Münzkunst
Im ausgehenden 18. Jahrhundert standen zur Herstellung von geprägtem Metall lediglich die schon zwei Jahrhunderte zuvor erfundene Spindelpresse, auch Balancier oder Anwurf genannt, sowie das Klippwerk zur Verfügung. Bereits 1621 wurde das Gerät auf einem Rechenpfennig von Liegnitz-Brieg dargestellt. Diesem frühen Beleg folgte im Laufe des 17. und 18. Jahrhunderts eine Fülle von allegorischen Stichen und Medaillen sowie Ansichten in Technik-Büchern und Anweisungen für Münzfabrikanten. So wurde die Spindelpresse zum Symbol der Münzkunst schlechthin. Auch heute wird das Gerät, obwohl längst durch hochproduktive, computergesteuerte Prägeapparate abgelöst, gern auf Medaillen und Münzen abgebildet. 1994 feierte die Warschauer Münze die Eröffnung eines neuen Produktionsgebäudes mit der Ansicht des Hauses und einer darunter sichtbaren Spindelpresse, als ob man mit dem urtümlichen Gerät noch arbeiten würde.
Boulton und Watt versahen die alte Spindelpresse mit Zusatzgeräten und produktiveren Antriebsaggregaten, von Angriffen skrupelloser Knopffabrikanten unbeeindruckt, die sich aufs Münzfälschen spezialisiert hatten. Verbesserungen in der Münzfertigung brachten die Betrüger in Rage, sank doch die Chance, ihre auf althergebrachte Weise und dazu billig hergestellten Machwerke unauffällig absetzen zu können. Zeitweilig taten sich Boulton und Watt mit dem französischen Medailleur und Konstrukteur Jean Pierre Droz zusammen. Er hatte eine Prägemaschine konstruiert, die nach dem Prinzip der Spindelpresse arbeitete, aber von der neuerfundenen Dampfkraft angetrieben wurde. Dieser Apparat besaß eine Mechanik, mit der die runden, ungeprägten Metallscheiben, auch Ronden oder Schrötlinge genannt, zwischen Ober- und Unterstempel gelegt und nach erfolgter Prägung von diesen entfernt wurden. Die Presse war mit einem inwendig gravierten Prägering versehen, der vollkommen runde Prägungen mit Inschriften und Symbolen ergab.
Vielfältige Verbesserungen
Matthew Boulton gelang es, eine gegenüber der traditionellen Spindelpresse in vieler Hinsicht verbesserte Maschine zu bauen. Ein mechanischer "Zubringer" beispielsweise legte die Ronden aus einem Vorratsbehälter automatisch auf den Unterstempel, auf den sich der Oberstempel senkte und das dazwischen liegenden Metallstück mit dem gewünschten Relief schmückte. Jede neue Ronde schob den Vorgänger weg und beförderte ihn in den Behälter zu den schon fertig geprägten Münzen. Dampfkraft oder Luftdruck drehten die Spindel und hoben sie zugleich. Das war eine wichtige Neuerung, denn sie löste den "menschlichen Faktor" ab. Die Prägung im mehrteiligen Ring, der ähnlich konstruiert war wie der von Droz, ergab vollkommen runde Münzen beziehungsweise Medaillen. Ein aufgeworfener Wulstrand erleichterte das Stapeln der Geldstücke, deren Rand durch vertiefte Schriften und Muster fälschungssicher gemacht wurden als solche ohne dieses Merkmal. Die Neuerungen schützten zudem das Metallstück vor Abnutzung. Bisher hatten Schriften, Bildnisse und Wappen in der Regel die gleiche Höhe, was zu unliebsamem Abschleifen auf beiden Seiten führte. Neben relativ hoher Produktivität - man spricht von 50 bis 120 Schlägen in der Minute - ließen sich die Boulton-Maschinen mit weniger Kraftaufwand betreiben. Voller Stolz verwies der Unternehmer darauf, dass Kinder die Maschinen bedienen könnten, ein Hinweis auf die in England, und nicht nur dort, übliche Beschäftigung von Kindern und Jugendlichen aus armen Familien in Fabriken und der Landwirtschaft. Kinderarbeit wurde damals als ganz normal angesehen.
Riesige Karrenräder aus Kupfer
Eigentlich wäre es Sache der Regierung gewesen, die offensichtlich rationeller arbeitenden Münzmaschinen Boultonscher Bauart für die noch recht altertümlich arbeitende Royal Mint anzukaufen. Doch die schwerfällige Bürokratie ließ sich dazu nicht bewegen. Man fürchtete sicher auch die Kosten, die die Umstellung der Münzfertigung mit sich bringen würde. Boulton trat den Weg in die Öffentlichkeit an, versuchte auch Abgeordnete für seine Neuerungen einzunehmen. Er übersandte Probestücke und Medaillen an Geschäftsleute und Fabrikanten, mit denen er die Leistungsfähigkeit seiner Maschine demonstrierte. Die Regierung in London zeigte sich beeindruckt, und sogar das Ausland interessierte sich für die neuen Geräte. So erteilte die französische Regierung zwischen 1790 und 1792, als König Ludwig XVI. noch nominelles Staatsoberhaupt war, dem Fabrikanten in Soho den Auftrag, Geld für das "neue Frankreich" herzustellen.
Als sich die britische Regierung entschloss, Boulton den Prägeauftrag für neues Geld mit dem Kopf von König Georg III. zu erteilen, ergriff die Fabrik in Soho emsige Betriebsamkeit. Man hat errechnet, dass hier zwischen 1797 und 1806 Münzen im Gesamtgewicht von 4200 Tonnen hergestellt wurden, darunter die überdimensionalen Zweipence-Stücke von 1797 aus Kupfer, die man Karrenräder nannte. Die Besonderheit ist, dass sie eine vertiefte Schrift besitzen, die von Fälschern nur mit großer Mühe nachgeahmt werden konnte, wenn überhaupt.
10. März 2019
Zurück zur Themenübersicht "Münzen und Medaillen"