Maschinenarbeit statt Handwerkskunst
Ronden für unsere Euromünzen werden von der metallverarbeitenden Industrie im In- und Ausland bereit gestellt

Das aus "Ring und Pille" zusammengesetzte Zweieurostück von 2019 ist dem dreißigjährigen Mauerfall-Jubiläum gewidmet. Das Motiv auf der Bildseite wurde von einer Gedenkmünze zu zwei Euro übernommen, die Frankreich aus Anlass dieses Jahrestags herausgegeben hat. Von einem Künstler der Monnaie de Paris gestaltet, zeigt das Geldstück angesichts der Grenzöffnung jubelnde Menschen und im Hintergrund das Brandenburger Tor in Berlin.
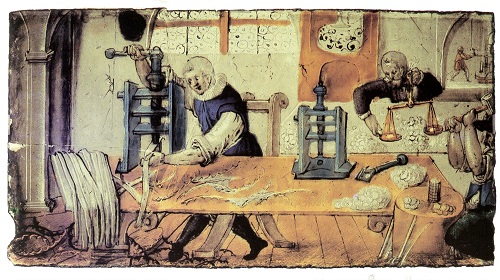
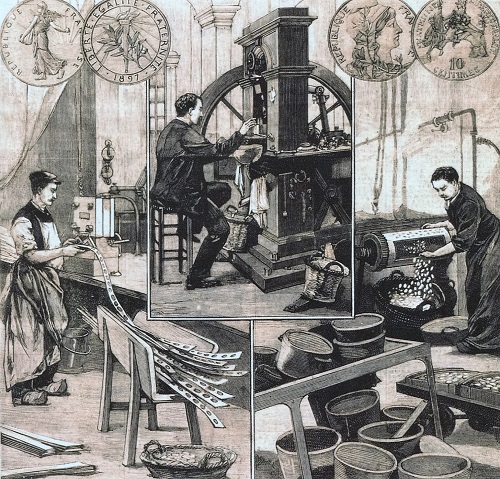
Das auf einem Schaffhäuser Glasfenster aus dem 16. Jahrhundert dargestellte Ausschneiden der Zaine wurde im Verlauf des 19. Jahrhunderts durch Maschinen abgelöst, die mit Dampfkraft angetrieben wurden. Gut zu erkennen sind auf der französischen Grafik vorn die gelochten Metallschienen, die im Anschluss recycelt werden.

Wer bei den silbernen Zehnmarkstücken zur Olympiade 1972 nachmisst, wird da und dort minimale Abweichungen vom vorgeschriebenen Gewicht und der Stärke der Ronden feststellen. Sie sind unterschiedlichen Lieferungen an die damals mit der Massenprägung beauftragten Münzstätten in München (Münzstätte D), Stuttgart (F), Karlsruhe (G) und Hamburg (J) geschuldet. Die das A verwendende Münze in Berlin produzierte noch bis 1990 für die DDR und ist seit der Wiedervereinigung gesamtdeutsch tätig.


Die von der Industrie angelieferten "Ringe" werden in der Staatlichen Münze Berlin und den anderen vier deutschen Münzstätten gemeinsam mit den "Pillen" zu Ein- und Zweieuromünzen untrennbar zusammengefügt. (Fotos/Repros: Caspar)
In alten Zeiten haben die Münzstätten die Rohlinge, aus denen sie Geldstücke und Medaillen erzeugten, selber hergestellt. Die aus Gießbehältern entnommenen Metallbarren mussten mehrfach im Ofen geglüht werden, um sie zu dünnen Streifen auszuwalzen. Das Einschichten und Herausnehmen der glühenden Stangen mit harkenartigen Geräten war eine schweißtreibende Tätigkeit. In der Streckwerkstatt walzte man die Zaine auf die vorgeschriebene Dicke aus und schnitt aus ihnen die Metallplättchen, die man auch Schrötlinge nannte und die man heute als Ronden bezeichnet. Da das Metall durch das Walzen wieder hart wurde, musste es immer wieder neu geglüht werden. Lediglich das geschmeidige Gold verzichtete auf das etwa fünfzehnmalige Glühen und Walzen. In der Plättchen- oder Rondenschneiderei bewegte sich der runde Schneidestempel 150 bis 180 mal in der Minute auf und ab und drückte aus dem von einem Arbeiter eingelegten Streifen die kreisrunden Ronden heraus. Was übrig blieb, wurde wieder eingeschmolzen, und so konnte die Prozedur wieder von vorn beginnen.
Goldprüfung nach dem Klang
Obgleich dabei mit größter Sorgfalt verfahren wurde, ließen sich weder Dicke noch Durchmesser der Plättchen nicht immer so exakt herstellen, so dass das Gewicht gelegentlich von der Norm abwich. Aus diesem Grunde mussten die Ronden nachgewogen und durch Schaben und Feilen justiert werden, ein Arbeitsgang, der schon immer in der Münzfertigung viel Zeit, Mühe und Kosten beanspruchte. Zu leichte Stücke landeten unweigerlich im Schmelztiegel. Bei Edelmetallmünzen konnten Abweichungen vom vorgeschriebenen Gewicht teuer werden. Im Deutschen Reich wurden nach 1871 sämtliche Münzen vom silbernen Fünfzigpfennigstück aufwärts auf ihr Gewicht kontrolliert werden. Goldmünzen wurden auf drei verschiedenen Waagen nachgewogen und "berichtigt", das heißt justiert. Auf älteren Edelmetallmünzen erkennt man das an Feilstrichen, die die Schönheit des Gepräges beeinträchtigen. Angestellten der Münzstätten oblag es, den Klang der Goldstücke zu prüfen. Wich dieser von der Regel ab, kamen diese Stücke zurück in den Schmelztiegel.
Dem Justieren schloss sich das Rändeln an. Im 19. Jahrhundert trug jede Münze einen erhabenen Rand, der das Gepräge vor dem Abscheuern schützen sollte. In der Kaiserzeit schafften Rändelmaschinen schaffen 800 bis 900 Stück in der Minute. Arbeiter schütteten die Ronden in einen Trichter, von wo sie in den Rändelmechanismus erfasst wurden. Die Treibriemen wurden, wie bei den anderen Maschinen auch, durch Dampfkraft angetrieben. Erst später eroberte die Elektrizität die Münzstätte. Beim Rändeln erhielten die Ronden eine vertiefte Randverzierung oder eine Inschrift. Sie kam im 17. Jahrhundert als Fälschungsschutz und Schmuck auf. Allerdings waren die ersten Randmarkierungen damals noch erhaben. Es gab auch die Möglichkeit, dass die Randschriften und -verzierungen erst beim Prägen erzeugt wurden. Heutzutage wird erst gerändelt und dann geprägt. Ausnahmen gibt es bei Medaillen.
Ab in die Scheuertrommel
Nach den verschiedenen Prozeduren hatten die Münzen eine hässliche Farbe angenommen. Durch Abbeizen mit verdünnter Schwefelsäure hat man die dünne Oxydschicht beseitigt, worauf der Reinigungsprozess durch Scheuern, Abwaschen und sorgfältiges Abtrocknen vollendet wurde. Das Scheuern erfolgte in rotierende Trommeln, in denen sich die Ronden mit einem mikroskopisch feinen Scheuermittel rieben. Auf historischen Grafiken und Fotografien ist zu sehen,
Nach all diesen Vorarbeiten kam der letzte, krönende Arbeitsgang, das Prägen. Um 1875 besaß die Berliner Münze 18 Prägemaschinen, die in der Minute 60 bis 70 Geldstücke erzeugten. Es handelte sich um die im frühen 19. Jahrhundert erfundenen und nach ihrem im rheinischen Grevenbroich tätigen Konstrukteur Diederich Uhlhorn benannten Uhlhorn'schen Kniehebelpressen, die nach einem neuen Wirkprinzip, dem Kniehebel, arbeiten und es auch zulassen, dass Dampfkraft und später Elektrizität zum Antrieb eingesetzt wurden. Wir wissen, dass häufig ein einziger Prägeschlag nicht ausreichte, sondern wiederholt werden musste, wenn es das Relief verlangte. Auch heute werden Münzen und vor allem Medaillen mehrfach "gestoßen".
Manchmal wird gefragt, wer die Rohlinge unserer Euromünzen herstellt. In der Staatlichen Münze Berlin ist zu erfahren, dass sie vom Bund bereitgestellt werden. Er wählt die Lieferanten im Rahmen öffentlicher Ausschreibungen nach bestimmten Qualitätsvorgaben aus. Aktuell kommen die Lieferungen von der SAXONIA EuroCoin GmbH in Halsbrücke bei Freiberg sowie aus Polen, der Slowakei und Russland. Pro Monat verarbeitet der Traditionsbetrieb an der Ollenhauerstraße im Berliner Stadtbezirk Reinickendorf rund 20 Millionen Ronden. In fast lautlos arbeitenden Prägeautomaten erhalten sie blitzschnell beidseitig ihr Bild. Die Werte zu einem und zwei Euro bestehen aus unterschiedlichen Metallen sowie aus "Ring und Pille", die von der Industrie angeliefert und beim Prägen fest zusammengefügt werden. Die in große Kisten fallenden prägefrischen Stücke werden automatisch gezählt, gerollt, verpackt und an die Bundesbank ausgeliefert.
Abweichungen von der Norm
Wenn die Münzstätten ihre Ronden nicht selber herstellten, übernahmen metallverarbeitende Betriebe als Zulieferer diese Aufgabe. In dem Zusammenhang sei daran erinnert, dass es bei der Prägung der deutschen Olympiademünzen von 1972 technische Probleme gab. Da die beteiligten Münzanstalten bei dem Riesenauftrag nicht in der Lage waren, die vielen Millionen Silberronden selber bereitzustellen, wurden Aufträge an fremde Firmen vergeben. Das hatte die unangenehme Konsequenz, dass bei den Ronden Gewichtsdifferenzen bis zu einem Gramm und Abweichungen von der vorgeschriebenen Stärke der Münzen auftraten. Sammler erkannten die Differenzen an Messungen oder ganz einfach daran, dass ein Stapel mit vielleicht zehn Stücken etwas niedriger war als ein anderer mit der gleichen Anzahl.
Der gegenüber den seit 1951 hergestellten Fünfmarkmünzen vergrößerte Prägedruck bei den neuen Silbermünzen war damals noch gewöhnungsbedürftig. So standen die Prägeanstalten bei der Herstellung der neuen, wegen ihres größeren Durchmessers und Stärke auch ungewohnten Zehnmarkstücke vor erheblichen technischen Schwierigkeiten, über die in der damaligen Fachpresse ausführlich berichtet wurde. Kurzum, die Prägung der Olympiamünzen von 1972 war ein sowohl künstlerisch als auch technisch und logistisch schwieriges Unterfangen, das aber am Ende zu einem guten Ergebnis führte.
4. November 2019, 30 Jahre nach der ersten genehmigten Demonstration der 500 000 auf dem Berliner Alexanderplatz
Zurück zur Themenübersicht "Münzen und Medaillen"