Schmelzen, schneiden, sieden, prägen
Im Unterschied zu heute stellten Münzstätten früher ihre Ronden selber her und reinigten sie von hässlichen Ablagerungen
Der 26. Teil der von F. G. und H. G. Floerke sowie B. L. Graßmann fortgesetzten Krünitz'schen Enzyklopädie aus dem Jahr 1805 enthält auf 355 Seiten interessante, auch heute noch lesenswert Informationen über Münzen, ihre Geschichte und Verwendung in verschiedenen Ländern, aber auch welcher Verfahren und Geräte man sich zu ihrer Herstellung bedient.
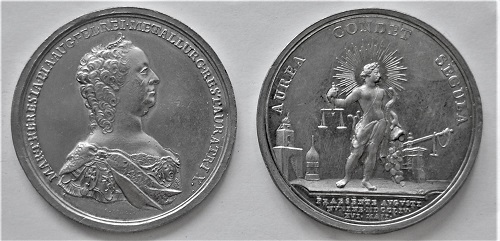
Mit solchen Medaillen ehrte Kaiserin Maria Theresia fleißige Arbeiter ihrer Münzstätten. Die Spindelpressen waren im 18. Jahrhundert das Beste und Modernste, was zur schellen und sauberen Prägung von Münzen und Medaillen benötigt wurde. Schon bald kamen ganz neue Wirkprinzipien zum Einsatz.
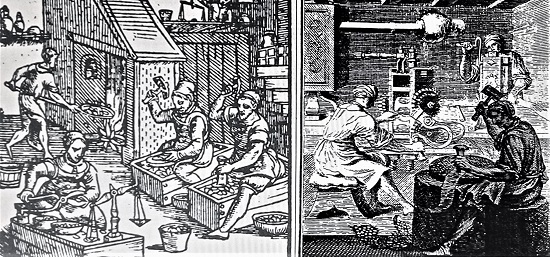
Die Grafikenaus dem 16. und späten 17. Jahrhundert zeigen die manuelle Prägeweise und wie die Ronden mit der Schere geschnitten beziehungsweise aus der Zaine geschlagen werden, rechts sindt der Arm einer Spindelpresse und eine Walzenpresse zu sehen.
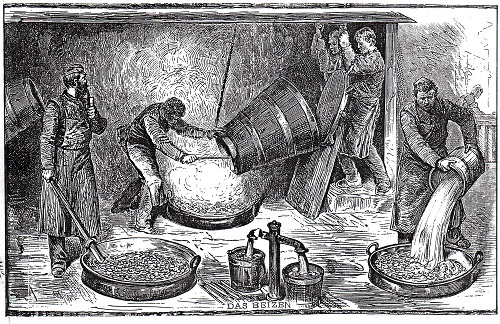
Die Illustration aus der Kaiserzeit zeigt, wie in der Königlichen Münze Berlin die Ronden auf chemischem Wege gebeizt, gereinigt und gewässert werden. Sie waren mit der Zeit unansehnlich geworden und mussten vor dem Prägen aufbereitet werden.

Weil der hauchdünne Silberüberzug auf den sächsichen Sechsern von 1702 schnell abgegriffen war und ihre Minderwertigkeit zutage trat, nannte der Volksmund sie Rote Seufzer.

Als Preußens König Friedrich II. im besetzten Sachsen minderwertige "Ephraimiten" zu 18 Groschen mit dem Bildnis und Wappen seines Gegners Friedrich August II./August III., Kurfürst von Sachsen und König von Polen, prägen ließ und mit ihnen einen Teil seiner Kriegskosten finanzierte.

Das Wiener Münzkabinett zeigt im Kulturhistorischen Museum gravierte Walzen, mit denen man Münzen herstellte. Die zwischen ihnen entstandenen Abdrücke mussten anschließend heraus gestanzt werden. Mit Walzen oder auch Taschenwerken hergestellte Münzen sind an ihrer leicht gekrümmten Form zu erkennen.

Die Medaillen der Firma Uhlhorn zur Weltausstellung 1850 in London und die Medaille der k. und k. Münze zu Wien werben für die Maschine.

Das Berliner Münzkabinett zeigt in seiner ständigen Ausstellung im Bode-Museum auf der Museumsinsel auch historische Münzstempel. Dass die eisernen Werkzeuge in den vergangenen Jahrhunderten der Verschrottung entgingen, ist ein großer Glücksfall. (Fotos/Repros: Caspar)
In ihrer über 2600-jährigen Geschichte stand die Münztechnik die meiste Zeit auf niedrigem Niveau. Von der Antike bis weit in die Neuzeit hinein war die Herstellung von Geldstücken in der Abfolge schmelzen und walzen des Metalls sowie schneiden, sieden, reinigen sowie prägen der Ronden reine Handarbeit. Das Schürfen der Metalle und ihre Weiterverarbeitung verlangten großen Kraftaufwand und waren, da Arbeitsschutz im Wesentlichen noch unbekannt war, auch recht gefährlich. Reichte im Altertum und im Mittelalter die manuelle Prägemethode am Amboss noch aus, so kamen im 16. und 17. Jahrhundert die Spindelpresse, das Klippwerk und die Walzenprägung als nützliche Gerätschaften hinzu. In der Barockzeit hat man allegorische Titelblätter von Münzbüchern und -zeitschriften mit den Spindelpressen geschmückt. Die nach Art der Wein- und Buchdruckerpressen arbeitende Spindelpresse avancierte zum Symbol der "Münzkunst" schlechthin und ist auch auf zahllosen Medaillen zum Thema "Numismatica in nummis" zu finden.
Für die schwere Arbeit hat man in der Antike Sklaven und Zwangsarbeiter eingesetzt, seit dem Mittelalter waren besonders vereidigte Münzgesellen am Werk. Gold und Silber, lange Zeit die gängigen Münzmetalle, wurden aus zerkleinerten Erzklumpen gewonnen und in einem mühsamen Verfahren unter Verwendung von Säuren so aufbereitet, bis das Metall den vorgeschriebenen Feingehalt erreichte. Heute erledigen computergesteuerte Maschinen diese Arbeit, und die Menschen in den Gold- und Silberscheideanstalten haben nur noch überwachende Funktionen inne.
Erst Muskelkraft, dann Dampfmaschine
Bevor es ans Prägen kam, durchliefen die Ronden einige langwierige Prozeduren. Die aus den Gießbehältern entnommenen Metallbarren wurden im Ofen geglüht, bevor sie zu dünnen Streifen ausgewalzt wurden. Das Einschichten und Herausnehmen mit harkenartigen Geräten dieser Zaine war eine schweißtreibende Tätigkeit. In der Streckwerkstatt walzte man die Streifen auf die genaue Dicke aus und schnitt aus ihnen die Ronden. Die Walzen wurden in der Zeit der industriellen Revolution nicht mehr durch menschliche Muskelkraft beziehungsweise Wasserkraft oder Pferdegöpel bewegt, sondern durch Dampfmaschinen angetrieben. Da das Metall durch das Walzen wieder hart wurde, musste es mehrmals geglüht werden. Lediglich das geschmeidige Gold vertrug das etwa fünfzehnmalige Walzen, ohne dass es noch einmal geglüht werden musste.
In der Münzstätte ging es weiter zur Plättchenschneiderei. Jedesmal wurden aus den eingelegten Zainen kreisrunde Ronden herausdrückt. Im 19. Jahrhundert bewegte sich der runde Schneidestempel 150 bis 180 mal in der Minute auf und ab. Obgleich beim Ausschneiden mit großer Sorgfalt verfahren wurde, ließen sich weder Stärke noch Durchmesser der Plättchen so exakt herstellen, dass ihr Gewicht der Norm entsprach. Aus diesem Grunde hat man sie nachgewogen und durch Schaben und Feilen justiert, ein Arbeitsgang, der viel Zeit und Mühe beanspruchte. Beim Edelmetall konnten Abweichungen vom vorgeschriebenen Gewicht teuer werden. Im Deutschen Reich wurden nach 1871 sämtliche Münzen vom silbernen Fünfzigpfennigstück aufwärts auf ihr Gewicht kontrolliert. Goldmünzen wurden dreimal nachgewogen und, wenn nötig, "berichtigt", das heißt justiert. Außerdem hat man sie auf ihren Klang geprüft. Entsprach er nicht der Vorschrift, wurde das beanstandete Stück eingeschmolzen. Auf manchen Silber- und Goldmünzen erkennt man das Justieren an Feilstrichen, die die Schönheit des Gepräges beeinträchtigen.
"Metallansehen des Feinen"
Im 19. Jahrhundert erhielt jede Münze einen erhabenen Rand als Schutz vor dem Abscheuern des Gepräges. In der Kaiserzeit schafften Rändelmaschinen 800 bis 900 Stück in der Minute. Arbeiter schütteten mit einer Röhre die Ronden in einen Trichter, von wo sie in den Rändelmechanismus gelangten. Beim Rändeln erhielten die Ronden eine vertiefte Randverzierung oder Inschrift. Sie kam im 17. Jahrhundert als Fälschungsschutz sowie zur Wiedergabe von Inschriften auf. Allerdings bestanden die ersten Randschriften aus erhabenen Buchstaben und Arabesken. Es gab auch die Möglichkeit, dass die Randschriften und -verzierungen erst beim Prägen erzeugt wurden. Heutzutage wird erst gerändelt und dann geprägt.
Bevor es ans Prägen kam, mussten die Ronden gereinigt werden, denn sie hatten bei den vorangegangenen Prozeduren eine hässliche Farbe angenommen. Die Literatur zum Thema Münztechnik enthält Hinweise darauf, welche Tinkturen und Geräte dabei zum Einsatz kamen. In dem Buch "Auszug aus des Herrn D. Johann Georg Krünitz's ökonomisch-technologischer Encyklopädie, oder allgemeine Systeme der Staats-, Stadt-, Haus- und Land-Wirthschaft, und der Kunst-Geschichte" (26. Teil, Berlin 1805, Mühle bis Muskelvermögen) wird ausführlich über alles berichtet, was mit der Herstellung von Münzen und Medaillen zu tun hat. Der Abschnitt "7te Hauptarbeit" (Seite 546-552) befasst sich mit dem Sieden und Färben der Ronden, die durch wiederholtes Glühen und Strecken der Zaine dunkel angelaufen sind und eine fettige Oberfläche haben. Um den Ronden das "Metallansehen des Feinen" zu geben, wie Krünitz schreibt, "bedient man sich einer Beitze, des Weinsteinsudes, der gewöhnlich aus drey Theilen rothen Weinstein und 5 Theilen Kochsalz, in Wasser aufgelöset, besteht, und die Eigenschaft hat, das Kupfer, besonders das oxidirte Kupfer aufzulösen, das Gold und Silber nicht anzugreifen."
Das Material wurde unter ständigem Umrühren so lange gekocht, "bis, bey Gold und Silber, das Kupfer von der Oberfläche so rein weggenommen ist, daß alle Platten in reiner Gold- oder Silberfarbe erscheinen, bey Kupfer aber bis die oxidirte Oberfläche einer metallischglänzenden gewichen ist." Aus dem Sud hat man Metallrückstände zurückgewonnen und der Herstellung weiterer Münzen zugeführt. Derweil wurden die Ronden mit feinem Sand versetzt und in einer Scheuertrommel so lange gerührt, bis auf ihnen die gewünschte Metallfarbe zu sehen war. Jetzt mussten sie noch gut gewaschen werden, danach hat man sie in Tüchern getrocknet und in die Prägestube gebracht. Da alle Rückstände, auch Krätze genannt, und selbst der in der Gießerei und bei der Präge anfallende Kehricht wertvolle Metallpartikel enthielten und bares Geld darstellten, wurden auch diese Reste sorgfältig eingesammelt und in den Kreislauf von der Schmelze bis zur Präge zurück gegeben.
Silberauflage verschwand schnell
Aus der Münzgeschichte wissen wir, dass mit dem Sieden der Ronden aus schlechtem Silber auch andere Absichten verbunden waren. Vor allem Scheidemünzen bestanden nicht immer aus der vorgeschriebenen Silberlegierung, sondern waren stark mit Kupfer versetzt. Um ihnen aber den Anschein zu geben, als bestünden sie aus gutem Silber und seien das wert, was sie versprechen, hat man ihnen durch die bereits beschriebene chemische Behandlung eine dünne Auflage verpasst, die edles Aussehen vorgab. Das war klarer Betrug, denn beim Umlauf ging der Überzug schnell verloren, und es zeigte sich, dass die angeblichen Silberstücke eigentlich nur aus Kupfer bestehen.
Kurz nach 1700 richtete sich in Sachsen die Volkswut gegen die so genannten Roten Seufzer. Darunter verstand man nach preußischem Vorbild geprägte Sechspfennigstücke mit dem kursächsischen Wappen und der Angabe LANDMÜNZE. Sie kursierten überall und waren nicht das wert, was sie vorgaben. Um seine luxuriöse Hofhaltung, die Führung von Kriegen, den Bau von Schlössern und Kirchen und andere kostspielige Projekte finanzieren zu können, schreckte August der Starke, Kurfürst von Sachsen und König von Polen, vor der Ausgabe dieser minderwertigen Sechser nicht zurück. Paul Arnold, dem früheren Direktor des Dresdner Münzkabinetts, zufolge sollen die im Wert von 560 000 Talern ausgebrachten Kleinmünzen dem Kurfürsten und König einen Gewinn von 236 000 Talern eingebracht haben (siehe Geldgeschichtliche Nachrichten Heft 135, Januar 1990, S. 10-20). Am Ende waren die Sechser nur noch 2,4 Pfennig wert.
An Roten Seufzern war was faul
Der Münzbetrug wurde dem Großkanzler Dietrich von Beichlingen in die Schuhe geschoben, der aber alle Schuld von sich wies und seinerseits August den Starken verdächtigte, für diese enorme Summe Juwelen gekauft zu haben. Tatsache ist, dass der wegen seiner Königswahl und Krönung von 1697, aber auch durch seine Verwicklung in den Nordischen Krieg von 1700 bis 1721 in finanzielle Schwierigkeiten geratene Herrscher Juwelen und silbernes Tafelservice verpfänden musste, um seine nötigsten Zahlungen vornehmen zu können. Deshalb ließ er die riesige Menge von 2,688 Millionen Stück von den minderwertigen Sechsern herstellen. Um sie schnell unter die Leute zu bringen, befahl der Herrscher, dass Soldaten und Bergleute mit ihnen entlohnt werden sollen.
Dass an den Roten Seufzern etwas faul ist, lag auf der Hand, und so erreichten den Kurfürsten und König vielfältige Beschwerden, weil die schlechten Münzen die Inflation steigerten, die Leute schädigten und die Falschmünzerei beflügelten. Befürchtet wurde auch, dass die mit dem minderwertigen Geld bezahlten, um ihre Existenz bangenden Bergleute und Soldaten ihren Dienst nicht so tun, wie man es von ihnen verlangt. Alle diese Vorhaltungen interessierten August den Starken wenig, denn er wurde von seinen Gläubigern bedrängt, weshalb er von der anrüchigen Methode der Geldbeschaffung erst Abstand nahm, als die Staatskasse schwer geschädigt war. Am Ende zahlte, wie immer, das Volk die Rechnung. Die Roten Seufzer waren kaum etwas wert und wurden nur noch als Spielmarken verwendet. Ab und zu kommen sie im Münzhandel vor und werden gut bezahlt.
Da die Münzfertigung immer eine willkommene Einnahmequelle war und ist, hatten fürstliche und kommunale Münzstände großes Interesse, durch Einsatz wirtschaftlicher und kräftesparender Verfahren die Kosten zu reduzieren, um möglichst vielen Gewinn, den so genannten Schlagschatz, zu erzielen. Deshalb wurde nach Methoden und Geräten gesucht und auch viel Geld investiert, um den Münzbetrieb effektiver und sicherer zu gestalten. Eines dieser Geräte war das Klippwerk, bei dem sich der Oberstempel in einer Schiene oder einem Rohr auf und ab bewegte. Mit Hilfe eines Steigbügels konnte der Oberstempel gehoben werden. Ein Verdrehen des Stempels und vor allem Verletzungen beim Prägen mit dem Hammer kamen seltener als bei der althergebrachten manuellen Prägemethode am Amboss vor. Das Klippwerk, das das Festhalten des Oberstempels mit der Hand überflüssig machte, nicht aber das manuelle Zuschlagen auf den Oberstempel, wurde vor allem bei kleineren Münzsorten eingesetzt.
Gravierte Walzen und Taschenwerke
Die im 17. Jahrhundert eingeführte Walzenprägung verwendete gravierte Walzen, durch die dünne Metallbänder gezogen wurden. Dabei drückten sich beiderseitig die Vorder- und Rückseiten der Münzen ab, die man anschließend aus dem Blech herausschneiden musste. Die auf der Walze oder mit Hilfe des nach ähnlichem Prinzip arbeitenden Taschenwerks hergestellten Münzen sind nicht kreisrund sondern leicht oval und verraten durch eine leichte Biegung ihre Herkunft. Es war nicht möglich, die gebogenen, ovalen Münzen mit Randmustern oder Inschriften zu versehen. Das aber war wichtig, um hochwertige Gold- und Silbermünzen vor illegaler Gewichtsverminderung und anderen Manipulationen zu schützen. Beim Prägen lagen die Ronden in einem stählernen Ring, so dass sie eine runde Form und ein regelmäßiges Gepräge annahmen. Oft reichte ein einziger Prägeschlag auf der Spindelpresse oder der Kniehebelpresse nicht aus, um das gewünschte Relief korrekt zu erzeugen, weshalb er wiederholt werden mußte. Auch heute werden Münzen und vor allem Medaillen mehrfach "gestoßen".
Seit dem frühen 19. Jahrhundert übernahmen Kniehebelpressen die Rolle der Spindelpressen und Klippwerke. Herzstück der von dem im rheinischen Grevenbroich lebenden Fabrikanten Diederich Uhlhorn erfundenen und nach ihm benannten Maschine ist das Knie, ein starkes, gebogenes Stück Stahl mit einem kurzen, horizontalen und einem langen, senkrechten Schenkel. Durch Hin- und Herbewegen des Winkelstücks konnte relativ leicht ein starker Prägedruck auf den Oberstempel ausgeübt werden. Aus 85 Einzelteilen bestehend und damit komplizierter konstruiert als die gute alte Spindelpresse, wurde das 1817 in Preußen und danach in anderen Ländern eingeführte Kniehebelwerk anfangs von Menschen bewegt, bald aber auf Dampfkraft und Elektrizität umgestellt.
Mit der Kniehebelpresse geht's schneller
Die Kniehebelpressen erforderten weniger Kraftaufwand als er bei den üblichen Spindelpressen nötig war, und sie halfen, Zeit und Kosten zu sparen. Das war ein wichtiges Argument, weil die Herstellung von Münzen verglichen mit ihrem Metallwert sehr teuer war. Um 1829 schafften fünf an einem "Uhlhorn" arbeitende Präger 45 Taler pro Minute, während es neun Mann auf einer Pariser Spindelpresse höchstens auf 25 Taler brachten. Auf einer Berliner Kniehebelpresse konnten in einer Zwölfstundenschicht 17 000 Taler oder 32 000 1/30 beziehungsweise 1/60 Taler hergestellt werden. Im Vergleich dazu schaffen heute computergesteuerte Prägeautomaten in einer Minute etwa 800 Münzen.
Sowohl die Herstellung als auch die Vervielfältigung der Prägestempel waren bis in die Neuzeit hinein ein mühsames Geschäft. Mit dem Stichel hat man winzige Bilder, Buchstaben und Zahlen in die Stempel gegraben, und das bei oft trübem Licht und schlechten optischen Hilfsmitteln. Trotzdem entstanden wahre Meisterwerke der Gravierkunst, die unseren ganzen Respekt verlangen. Da sich jedoch die Stempel schnell abnutzten, mussten sie ständig erneuert werden. Das erklärt die vielen Varianten, in denen alte Münzen vorkommen. Nachdem seit dem frühen 17. Jahrhundert Spindelpressen im Einsatz waren, konnte man die vom Graveur gefertigten Patrizen, das heißt die erhabenen Gravuren, bequem in einen Stahlstempel, auch Pfropfen genannt, absenken. Auf diese Weise ließen sich Bildnisse, Wappen, Buchstaben, Zahlen und andere Details in hoher Qualität vervielfältigen und ein relativ gleichbleibendes Design erzeugen.
Das Thema Münztechnik ist gut erforscht, aber es kommen durch Studien von Chroniken und Berichten immer wieder neue Erkenntnisse hinzu, die unsere Vorstellungen über das bereichern, was im rauchigen Schmieden beziehungsweise modernen Geldfabriken vorgegangen ist und vorgeht. Wer sich für die Geschichte der Münztechnik interessiert, stößt bald auf historische Darstellungen, die die Münzer bei der Arbeit sowie einzelne Prägegeräte zeigen. Interesse verdienen darüber hinaus Münzen und Medaillen, die dieses uralte Gewerbe würdigen. Diese Prägungen gehören in das Gebiet "Numismatica in nummis". Es vereint alles, was sich mit der Münz- und Medaillenkunde, der Anfertigung der Gepräge ebenso wie mit der Erforschung numismatischer Fragen sowie mit Persönlichkeiten befasst, die sich dieser Aufgabe als Sammler oder Wissenschaftler gewidmet haben und es auch heute tun. Auf Münzen und Medaillen mit münztechnischen Bildern sind Münzarbeiter zu sehen, die am Amboss den Prägehammer schwingen, aber auch neuzeitliche Maschinen bedienen. Sie bilden ein eigenes, noch längst nicht in allen seinen Verästelungen erforschtes und katalogisiertes Sammelgebiet, auf das dieser Beitrag aufmerksam machen möchte.
15. März 2022
Zurück zur Themenübersicht "Münzen und Medaillen"